


Comment appréhender plus d’informations, d’optimisation et d’efficacité en matière de production industrielle ? De nombreuses solutions logicielles sont proposées à cet effet par les développeurs. Digital Business Developer chez ABB, Eric Dubois nous explique pourquoi le «Manufacturing Operation Management» est à ce jour la solution la plus complète.
ABB propose des solutions MES (Manufacturing Execution System) et MOM (Manufacturing Operation Management). Quelle est la différence entre les deux?
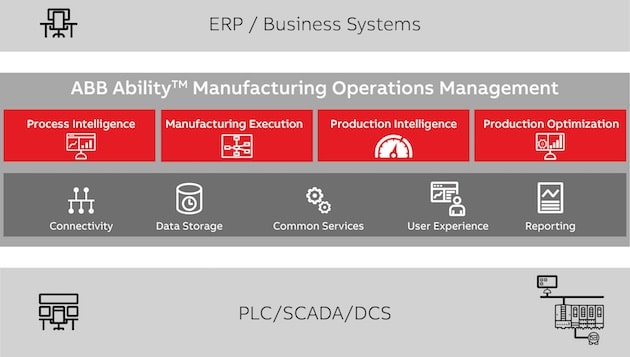
Eric Dubois : En effet, ABB est un leader et pionnier en matière de solutions de digitalisation, et en particulier en matière de MOM et MES (il s’agit de ABB Ability MOM et ABB Ability MES). Dorénavant, ABB Ability MOM comprend aussi les aspects MES conforme à la norme ISA-95. Elle devient donc une solution intégrée, plus globale, élargie en matière d’architecture et plus complète en matière d’applications.
La solution MOM d’ABB permet d’appréhender encore plus d’informations, d’optimisation et d’efficacité en matière de production industrielle. Nous pouvons évoquer par exemple des applications et interfaces pour la gestion et l’optimisation des énergies (électriques, eau, combustibles, vapeur,…), des accès à des données économiques (disponibles éventuellement à distance), des données de prévisions météo, des données spécifiques de l’entreprise au-delà même des ERP… et bien plus encore.
Puisque nous parlons d’intégrer de nouvelles méthodes décisionnelles, de faire donc de l’Analytique. Appréhender plus finement l’environnement, l’organisation, les métiers de l’entreprise. Jusqu’à… pourquoi pas entrevoir des modèles encore plus élaborés avec l’apport de l’IA (l’Intelligence Artifielle).
A qui s’adressent ces deux solutions logicielles ?
E.D. : Elles s’adressent à tous les industriels. Qu’ils produisent dans le domaine du procédé de fabrication continu ou discontinu (Batch), ou bien dans le domaine de la fabrication manufacturière.
Dès lors où, un industriel souhaite créer ou renforcer sa communication en interne, voire en externe avec ses propres clients, il trouvera avec ABB Ability MOM, une réponse pour plus de flexibilité, de visibilité et d’optimisation.
Une analyse instantanée et prédictive
Quand et pourquoi un industriel de l’agroalimentaire doit-il envisager une solution MES ?
E.D. : L’exemple de l’industrie agroalimentaire est justement éminent.
C’est un secteur d’activité qui produit dans un environnement ultra concurrentiel, souvent à marge réduite et qui doit le réaliser dans un laps de temps très rigoureux (du fait des DLC, des conditions de stockages, aussi bien des produits de base, que des produits finis…).
Tout cela évidemment avec transparence, dans le respect des normes de qualité et ceci pour toute la chaîne… du producteur au consommateur.
Dans ce contexte, les fonctionnalités et conformité avec la norme ISA-95 de notre solution MES y répondent de façon immédiate et de façon native. L’industriel de l’agroalimentaire y trouvera donc un intérêt et un retour sur investissement du même ordre.
Quand et pourquoi un industriel de l’agroalimentaire doit-il envisager une solution MOM?
E.D. : Dans le cas du MOM, l’industriel de l’agroalimentaire va pouvoir imaginer plus encore. Il va pouvoir disposer de plus de visibilité encore sur sa production, jusqu’à affiner la qualité de ses produits et la méthode pour fabriquer mieux encore. Je pense en associant produit de qualité avec une moindre consommation des énergies par exemple.
Prenons aussi l’exemple qui consiste à gérer une production moyennant les conditions météorologiques. On imagine aisément qu’un producteur de crème glacé y prête une attention toute particulière. Une période de l’été peut être déplorable, et engendrer une forte baisse de la consommation et à contrario, un été indien peut être une période bien plus favorable à la production. Si, l’industriel héberge de telles données en (ex. météo) dans son système MOM, il a une analyse instantanée et prédictive.
Automatiquement, il peut affiner ses besoins, appréhender sa production en termes de ressources (personnels, machines, et matières) et prendre alors la meilleure décision dans les meilleurs délais.
«Trop d’informations tuent l’information»
Peut-on combiner les deux et si oui, pourquoi ?
E.D. : Oui, là encore justement, l’industrie agroalimentaire peut en tirer le meilleur profit. La moindre source d’optimisation des coûts dans un cadre d’amélioration de la qualité et de la flexibilité de la production, a un impact significatif sur les coûts de fabrication et sur le revenu de l’entreprise.
Ces deux solutions peuvent-elles se combiner à d’autres solutions (PLM par exemple) ? Quels en sont les avantages et les inconvénients ?
E.D. : Oui, nous pouvons combiner un grand nombre de données et les faire converger pour tirer le meilleur profit en matière d’amélioration de production, de démarche «Lean Manufacturing», Six Sigma, etc…Nos solutions ABB Ability ont cette capacité d’intégration avec des systèmes tiers. C’est également vrai avec des systèmes PLM. ABB soutient et développe pleinement ses solutions digitales ABB Ability en ce sens.
Néanmoins, selon l’adage, nous pensons que «trop d’informations tuent l’information» se révèle exact en matière de système d’entreprise. L’usage de X logiciels métiers dissociés les uns des autres peut vite conduire avoir un effet contre-productif.
MOM, MES, PLM… au final, le client ne s’y perd pas un peu dans tout ça ?
E.D. : Oui en effet, et c’est aussi en cela que notre stratégie en matière de Digitalisation autour de ABB Ability s’oriente plus aujourd’hui vers la convergence de données autour de ses produits et services et une plateforme unifié compatible avec du Edge Computing et le Cloud.
Cela simplifie les échanges, pérennise la solution sur le long terme et point très important permet l’adhésion par le plus grand nombre.
PLUS D’INFORMATIONS SUR LE SITE ABB ICI
Propos recueillis par Nathalie Delmas